
 2026-05-22
2026-05-22 Fons gas fallaciter simplicem spectat — pressurized cylindricum cum virga illapsum. Omnis autem superficies, quae sigilla, duces vel onus gerit, machinari debet ad specificationes exactas. Miss a diametro odiosus per paucas centenas millimetri et nitrogenis gasi prae- ceptoris praeter signacula, fons suam vim aestimationis amittit, et mos OEM totam massam respuit. Automotive gas vere CNC machining Est ergo unus ex illis processibus in quibus tolerantiae disputabiles non sunt, et omne instrumentum decisionis semita amni consecutionem in vita productiva habet.
Articulus hic ambulat per machinis operationes criticas, materias, tolerantiae requisita, et superficies gradus conficiendi in quibus consistit summus qualitas automotiva gasi fontis partium — utrum productionem currere an partes ad manufacturibilitatem designare referas.
Coetus fons gas autocineticus plures apparatus machinas continet, singulae distincte functione et critica dimensiva. Quae unaquaeque pars cognoscens facilius efficit rectum processum et tolerantias ab initio definire.
Cylindrus habitationi exterioris est - fere inconsutilem chalybem seu aluminium tubus qui nitrogenium pressurized tenet. CNC operationes hic focus in machinis peractionem et finem faciei ferebat. Internus boreus acui debet vel fictum ad efficiendam tam rectam diametri et superficiei asperitatem satis humilem, ut sigilla pistonis sine nimia frictione vel indumento labentur. Diametri internae in autocineto gasi vere cylindrici fere ab 10 mm usque ad 60 mm vagantur, tolerantiae tolerantiae in latitudine H7 (typice ± 0.010-0.025 mm pendentes diametro).
Anconis virga maxime dimensiva critica una pars est. Rectum esse debet ad intra strictos limites, diametrum habere ad claudendas tolerantias ad signandum aptas, et perficiendam superficiem quae resistit et induitur et corrosio. Virgam blank cnc metas producit; sequens centrum stridor et chroma dura plating vel nitrocarburisatio sunt signa gressus machinandi. Diametri virgae typice currunt ab 6 mm ad 28 mm in applicationibus autocinetis, et rectitudo deviationes ultra 0.05 mm longitudinis supra 300 mm possunt efficere pistonum ligamen et acceleratum sigillum defectum.
Piston ipsa machinatur ad tolerantiam alvi sobrie aptandam. Transitus gas- geometriae fert — sulci, foraminum, vel profiles calcatae — qui mores gasi fluunt in compressione et extensione. CNC conversiones et operationes milling hae lineamenta efficiunt. Quaelibet lappa relicta in transitu gasi vel sulci sigilli alterat notas et pericula obsignandi detrimentum in ecclesia fluunt.
Virga dux adsimilat et anconam in fine cylindri aperto sustinet. Id praecise perforatum requirit ut virgae diametri et OD ad aptandum cylindrum sine fabula gerentem. Pilae ad designationes obsignatas saepe clauduntur vel lina in loco, sic stamina geometriae et quadraturae faciei pro libero conventu. Hae partes de more CNC versae in ferro vel materia plastica aucti metallicis insertis.
Electio materialis afficit omnem amni machinam decisionem - secans velocitates, instrumentum electionis, methodos superficies finitas, criteria inspectionis finalis. Partes automativae venae gasi praecipue fiunt ex parva materia materiae, quaelibet notis machinis notis.
| Component | Typical Material | Key Machining Consideratio |
|---|---|---|
| Cylindrus tube | Frigidum-tractum inconsutilem chalybem (e.g., ST52, E235). | Pre- cus boreas internam machinationem minuit; metam attingit honing finalem Ra |
| Piston rod | Casus carbonis induratus (exampla, C45, 42CrMo4). | Chrome durum aut nitriding post CNC conversionem; molere ad extremum diametri |
| Piston | Stannum mori-cast, chalybem, vel POM polymer . | Moriuntur partes egent conversione finienda; polymerum partium opus low calor, acuta instrumenta |
| Rod dux / finis cap | Aes, aluminium, vel chalybe | Machinarum aenearum gratis; aluminium requirit inundatio coolant ad superficiem qualis |
| Leve variantes | Aluminium mixturae (e.g., 6061-T6, 7075); | Alta rates pascere potest; anodizing requisiti corrosio praesidium |
Ferro manet dominans electio in componentibus structuralibus propter distrahentes suas altas vires et bene intellectas mores lassitudines sub cyclicis gas pressuris oneribus. Aluminium admixtiones saepius in applicationibus carrum-sensitivarum transeuntium adhibentur - truncus operculi struts exemplum typicum sunt - ubi inferior pressio operativa permittit sectiones muri tenuiores et diametri virgae minores. Quaelibet enim aluminii gasi fons componentis, anodizing vel dura membranacea facienda est, ne corrosio in sigillo interfacei frendens.
Gas fons effectus directe gubernatur relationi dimensiva inter anconam, cylindrum, et signationem elementa. Patientiae speciei nimium laxe periclitantur lacus et brevis usus vitae; eosque arctius quam necessarium exprimens machinis pretium impellit non addito functionis valore. Mensa infra summam tolerantiam practicam scutorum pro clavis interfacientibus aptat.
| Interface | Type fit | Typical Tolerantia (diameter) | Propositum |
|---|---|---|---|
| Piston virga OD / sigillum ID | Prope cursus (f7/H7) | ±0.010-0.015 mm | Contactus sigillum sine virga drag |
| Cylindrus genuit / ANCON OD | Clearance (H7/e8) | 0.020-0.060 mm alvi | Piston peregrinatione concedit sine contactu metallum |
| Rode OD / cylindrici boream | Transitus (H7/js6) | 0-0.015 mm | Probibet dux gestatio; servat virga alignment |
| Post finem cap | 6H / 6g vexillum | ISO metricum, medium fit | signare cogente; otium de ecclesia |
Nam discrimine gerebat rationem; CNC sola conversio raro sufficit ut operatio finalis . Honing addit compositionem accurationis dimensivarum et superficiei moderatae laicorum quae sigilla desiderant — obversata in Ra 0,8 µm signaculum vitalem abducit comparatam ad superficiem acui apud Ra 0.2-0.4 µm. Piston virgae diametri sunt similiter post conversionem humum metam, cum stridore gradatim tenentes cohortem ultimam h6 vel f7 tolerantiae necessariam ad dimicandum sigillum proprium.
Ultra diametrum, fons gasi components temperantia errorum formarum require. Taedium quod in tolerantia diametri est, sed signanter ex-rotundum generabit compressionem sigilli inaequalis, ducens ad vias lacus locales. Rotunditas requisita ad cylindri bores in productione autocineti gasi verni fere 0.03-0.008 mm (3-8 µm), quae cum qualitate CNC conversionis consequi potest, sequitur acclinatio in machinae dedicatae. Cylindricitas — complexio rotunditatis et rectitudinis per plenam longitudinis boream — magis refert ad cylindros longiores ubi in machinis scelerisque incrementum dolium vel lychnos errores inducere possunt.
Superficies asperitatis valores sicut Ra (arithmetica media asperitas designantur) et cum profilometro verificari debent, non inspectione visuali aestimantur. Cylindrus gerens et anconum superficies laborantes, singulae scuta distincta habent;

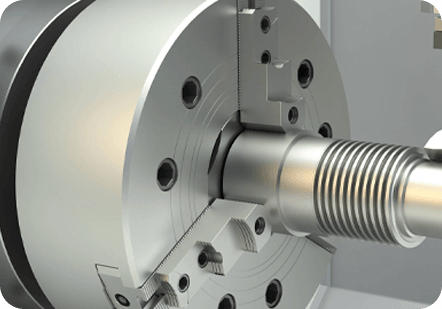
Geometria cylindrica gasi partium vernarum CNC versans processum vestibulum dominantem facit. Moderni CNC vertendi centra — praesertim geminum fusi, machinae turritae geminae — aptae sunt productioni gasi automotivi verni, quia possunt partem in uno paroe perficere, eliminatis rursus fixis erroribus qui concentricis inter boream et exteriorem diametri degradantur.
Virgae pistonicae typice ex bar stirpe productae in CNC torno cum vecte vecte. Conversio series involvit aspera OD conversiones, plicas ad finem affixum, incisuras pro annulis disrumpens vel sulci sigilli, et obumbratio. Quia lignum talea est principium materiale, rectitudo materiae advenientis materiae — stipes vecte curvata runout introducit qui ad baculum perfectum perfert et nonnisi centra stridorem corrigi potest. Rectam regulae rudis ad intra 0,5 mm per metrum specificans antequam machinis amni reficere prohibet.
Gas ver components summus volumen producta sunt. Automotiva OEM praebitorum quae decem milia cylindrorum per mensem efficiunt, opus cycli temporis in emissione 30-90 secundis per partem ut sumptus-competitivi sunt. Geminus-turris CNC centra vertens hanc alloquitur machinando duas lineas eodem tempore — exempli gratia, aspera convertens OD cum ID perforans - cyclum secans vicibus 30-50% comparatis ad operationes sequentes in machina una turricula. Lumina-e operationis pernoctare cum automated vecte pascendi et collectio partium ulteriorum sumptus per partes reducit pro magno volumine decurrit.
Aliquod designationes gasi fontanae exigunt portus radiales, transversis terebratis foveas replent, vel in cylindri fine flatus moliti pro instrumento instrumentorum conventuum ad pugnandum. A CNC centrum conversus cum instrumento vivo haec lineamenta tractat in eodem habitu ac operationibus conversionis, vitando operationem secundariam CNC milling. Hoc magni momenti est pro gas fill portus - parvae diametri foramina radiatim in murum cylindricum perforata - ubi positio accuratio relativa ad centrilineum boreale obtrectationem obsignationis aptam afficit.
Rudis superficies CNC-machinae fere numquam condicionem superficiei ultimae in componentibus gas autocinetis veris componendis sunt. Corrosio, indumentum, frictio peractio requisita omnia repellere post-machinam curationum quae in originalibus dimensionibus machinatis habendae sunt.
Chrome dura est frequentissima curationis superficiei pistonium. Typical chroma tabulatum 10-25 µm post molere deponitur, deinde iterum ad diametrum finalem deponitur. Haec series "bracteae et teres" consequitur et duritiem superficiem (900-1000 HV) ad resistendum sigillum indumenti et opus Ra 0.1 µm ad operationem humilem frictionis requisitam. Chrome addit virgae diametri, sic prae-chrome terrae diametri computari debet ad terram intra tolerantiam post depositum chromatis — gradum qui congruenter requirit processum platationis et arctam communicationem inter tabernam machinam et facilitatem plating.
Ad applicationes ubi chroma platinga restringitur propter normas environmentales (chroma hexavalens sub restrictionibus in Europa subest), nitrocarburizing - etiam ferritica curatione nitrocarburizing vel Tenifer/Melonite dicta - praeponitur optio. Processus nitrogenium et carbonem in superficie ferro diffundit ad durum mixtum stratum 10-20 µm crassum formandum, coniuncta cum zona profundiore diffusione quae lassitudines vires auget. Dissimile plating, nitrocarburisans minimam mutationem dimensivam (typice sub 5 µm augmento) producit, ita virgae strictae tolerantiae saepe discursum esse possunt sine gressu post-tractationis stridor. Superficies resultans habet optimam corrosionis resistentiam et notam speciei grisei coloris.
Cylindrus bores CNC post conversionem ad summum diametri, rotunditatis et superficiei textura simul simul accommodandum recipiunt. Plateau honing - duos gradus honing processus utens lapide rudiore quem sequitur lapide finienti - superficiem cum vadis vallibus producit ad retentio oleum et cacumina complanata quae gerunt induti resistentes. Haec profile metiri Rk parametri (asperitatem nuclei altitudinem, apicem altitudinis imminutam, profunditatem vallis reductam) potius quam valores Ra- simplices, et in descriptionibus ad applicationes criticas perforandi definiendas debet. bores Plateau honedes extendunt vitam sigilli signanter comparatae superficiebus rectis vel simplicibus acui.
Tubulae cylindricae et compages ferreae structurales quae superficies exteratarum non indigent, sunt typice zinci-nickel electroplati ad corrosionem tutelae. Zinc-nickel (12-15% nickel content) praebet substantialiter melius aspergine salis resistentia quam conventionale zinci plating - typice 720-1000 horis rubiginem rubiginem in neutras salis imbre temptans versus 120-240 horas pro zinci solus. Ad fontes gas autocineti exteriores vel undercorporei obnoxii via sal et umor, haec corrosio effectus a plerisque specificationibus OEM requiritur.
Machinatio gasi veris automotiva exercet sub stricta systemata qualitatis, IATF typice 16949 vel ISO 9001 cum requisitis autocinetis specialibus. Inspectio non est porta finalis - quae integratur in productione per processum statisticum imperium et in-vagationem.
Aeris gaugendi ratio potior est inspectionis diametri summi voluminis, quia est celeris (mensura in sub 2 secundis), non-contactus, et valde iterabilis. Aer fusum coniecturae in boream aut circa virgam positam metitur aerem backpressure, qui directe connectitur cum diametro per dominum calibrationis. Gaugia aeris typice integrantur in cellam CNC vertentis, ita omnis pars ante exonerationem sistitur, ut reale tempus feedback instrumenti machinae systematis sistendi excambium reddat.
Coordinare Machinam mensurae (CMM) inspectionem adhibentur ad approbationem primi articuli, computorum periodicorum, et quaslibet lineamenta, quae aerem gulam facile metiri non possunt — incluso diametro filo picis, perpendicularitas ferebat ad faciem, et positio transversis perforata foraminibus. CMM programmata partium gasi vernalis de more scriptae sunt ut de extractione GD&T callouts scriptae sint et inde mensurae auditiones emptori subiciantur sicut pars productionis Pars Processus Approbationis (PPAP).
Post conventum, 100% Leak probatio regulae est praxis pro fontibus gas autocinetis. Communissima methodus utitur helium massae spectrometriae vel pressionis differentialis corruptionis tentationis. Pressio differentialis probatio magis practica est ad productionem summi voluminis — fons collectus pressus pressus test, separatim et quaelibet pressio super statuto temporis (typice 10-30 secundorum) comparatur contra limen rejectum. A pressura bene calibratae corruptionis experimentum certo Leako rates sub 1 cc/min nitrogenis pressionis laborantis deprehendere potest.
Design fabrum specificans autocinetum vernum gasi components reducere potest machinis sumptus signanter sequendo paucas regulas practicas. Hi munus non compromittunt - consilium ponunt cum capacitatibus naturalibus CNC processuum conversionis et relatarum.

Fenglan est Electrical Precision Parts Manufacturer in China, Automotive Precision Parts Proin et Industrial Precision Parts Suppliers. Your Reliable Socius in Partibus et Componentibus Vestibulum cum 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, Orientem Zhuanghe viam, Chunjiang oppidum, Wei Villa, Xinbei dolor, Changzhou urbem, Sinis
Add: No.60, Orientem Zhuanghe viam, Chunjiang oppidum, Wei Villa, Xinbei dolor, Changzhou urbem, Sinis  Secretum
Secretum



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






